[VIP第1年] 指数:3
[VIP第1年] 指数:3
小编为您简单介绍冶金胶辊加工包胶几个工艺供你参考:
喷砂处理;将粗糙处理过的铁芯进行喷砂处理,喷砂会根据冶金胶辊铁芯的材质选择不同性质的砂来进行处理,喷砂是为了让冶金胶辊表面更粗糙,包胶后胶与铁芯粘合更好。
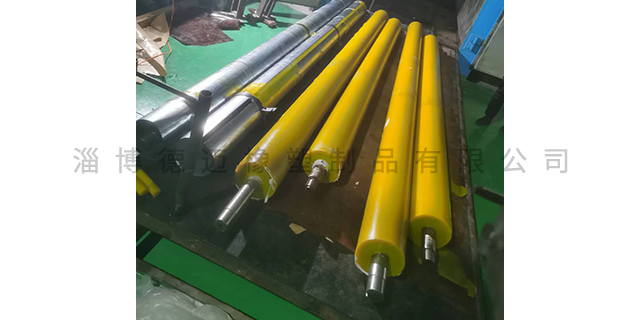
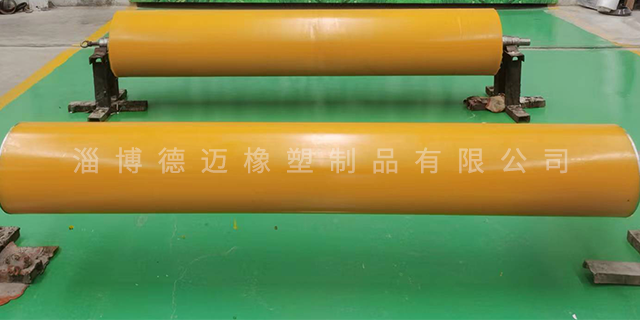
包胶;对经过上述处理的冶金胶辊铁芯按客户要求进行包胶,包胶材料的不同则达到的要求也不同,比如:包丁青胶的耐油性能好,包聚氨酯的耐磨性、耐压性能好包硅胶的耐高温性能好。
冶金胶辊硫化;包胶后的冶金胶辊一般需要10-15小时的硫化时间,经过硫化后冶金胶辊铁芯与包胶会紧密粘合,一个包胶的冶金胶辊形成。
冶金胶辊打磨;按客户要求尺寸和形状来打磨,部分客户对冶金胶辊表面要求较高的情况下,上海冶金胶辊公司,需要用数控磨床对冶金胶辊进行镜面打磨,上海冶金胶辊公司。
胶辊胶料要具备较低的压缩变形和耐磨性,上海冶金胶辊公司,胶辊配方、工艺设计创新要点。上海冶金胶辊公司
冶金胶辊硬度越软质量越好,这是广大技术人员的共识。但是我们在实践中经常发现在一定的硬度范围内硬度高的冶金胶辊成纱质量好于硬度小的冶金胶辊。这与传统理论完全是背道而驰的。为什么会发生此现象呢?经反复分析,我们认为是牵伸中的某些条件发生了变化,导致了传统理论的背离。牵伸理论认为,牵伸力和握持力是牵伸中的一对力,必须保证握持力稍大于牵伸力,纺纱才能顺利进行。两对力不匹配,就会出现粗细节,影响成纱条干。在正常条件下,低硬度高弹性冶金胶辊在一定的加压条件下,对成纱质量会有明显的提高,主要是握持力的稳定性增强的结果。但是当加压达到一定极限值后,握持力增加太多,牵伸力未能同步增加,就会导致条干变差。如果冶金胶辊的弹性恢复不佳,反向包围弧的延伸还会加剧纤维断裂及分离,条干就会极大的恶化,细节增加,锭差加大。同时皮辊由于过度加压疲劳易中凹,过早损坏,如不及时回磨或更换同样会恶化条干。
上海冶金胶辊公司根据牵伸要求、选型原则选用后区胶辊,切不可为了节约盲目选用不合适后胶辊,出现质量偏差。
磨床对胶辊的磨砺是通过砂轮与胶辊精确稳定的相对运动,由砂轮的微粒锋刃对胶辊表面进行磨削,磨床和砂轮的质量与其稳定性直接影响胶辊表面的磨砺质量。通常选用粒度为(40~80)号大气孔绿碳化硅或碳化硅砂轮,且要选用中低硬度的砂轮,太硬的磨粒变钝后不能顺利脱落,磨削力和热量增加影响磨砺后胶辊表面质量。砂轮使用前必须调平衡并且修整,砂轮两棱应用旧砂轮或油石倒角。目前,棉纺企业复磨并条胶辊使用的大多数磨床仍为FLJ804型等设备,其使用年限较长,磨砺胶辊前应确保具有良好的机械性能,特别是砂轮主轴、车头主轴的跳动应不大于0.0l mm,要求其旋转平稳,振动小。
冶金胶辊直径的选择还存在另一种误区。这主要发生在四罗拉紧密纺装置中。原则上牵伸冶金胶辊和导向冶金胶辊直径应该一致,以利于互换,减少工作量,管理方便。但在实际使用中却发现完全不是如此。不少企业两种冶金胶辊直径甚至相差太大,以致产生了很多问题。导向冶金胶辊直径如果超过30mm,,容易碰网格圈影响质量和生产的顺利进行,甚至使加压不能正常进行,使摇架疲劳加剧,消耗严重增加。导向冶金胶辊如果过小,容易使网格圈打顿,出现严重的粗细节纱疵。因此两种冶金胶辊直径差比较好不要大于0.4mm,否则容易出现许多不必要的问题。胶辊套压是基础,磨砺是关键,要掌握合适的表面粗糙度。
棉花含糖量越高,越容易缠冶金胶辊。要注意控制多糖棉的使用比例,夏季比较好不超过30%,冬季不超过60%。对含糖高的棉花需用**消糖剂进行预处理,夏季消糖剂比例可达到,冬季可根据实际生产情况决定使用少量或不用消糖剂。其次环境温湿度对冶金胶辊绕花影响较大。通常新疆棉或甘肃棉含糖量较多,对车间相对湿度较敏感,在生产时细纱车间的相对湿度不宜超过60%。对于不处理软弹冶金胶辊,冬季细纱车间温度比较好不低于28 ℃,以便保持冶金胶辊的弹性和握持力,减少牵伸不开的现象。还有一点就是纺制纤维素类品种,如粘胶、莫代尔、Tencel、竹浆纤维等,由于其静电作用,在末并工序冶金胶辊极易返花,不但断头多,车难开,而且疵品条多。在纤维素类原料包的表面喷洒抗静电油剂,可有效解决末并工序冶金胶辊极易返花的问题。选择质量胶辊是复合产品品质的基本保证。上海冶金胶辊公司
纺同一品种胶辊胶圈使用型号规格要统一。上海冶金胶辊公司
冶金胶辊的质量主要取决于胶料的配方设计,丁腈橡胶(NBR)仍是目前纺纱冶金胶辊的推荐胶种。冶金胶辊的质量主要取决于胶料的配方设计,丁腈橡胶(NBR)仍是目前纺纱冶金胶辊的推荐胶种。配方的确定需要进行大量的试验,其中对性能影响较大的几种材料可以采用正交法设计多组方案,再通过机械性能比较进行优化,以筛选出理想的配方设计。
冶金胶辊的成型方式一般有三种:直接包胶模压硫化;胶管挤出一硫化罐硫化成型;铝衬管胶管套装成型。第一种成型工艺缺点是效率低、成本高,但比较大优点是胶层密实,胶层与辊芯粘结牢靠而不会出现脱辊现象,使用寿命长。后两种制造工艺使用的成型设备主要为挤出机和硫化罐,是现在冶金胶辊制造企业普遍采用的成型工艺。
上海冶金胶辊公司
文章来源地址: http://yinshua.chanpin818.com/ysjzypj/jiaogun/deta_5939283.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。